

��������ӵ�ػ�����״����������
ʱ��:2019-10-01 15:44��Դ:EV����Դ������Ѷ ����:��ů����
���:
��

�ҹ���2018����ǰʹ�õĶ��������Ҫ���������Ϊ������2028��ǰ���۵ķϾɶ���������У�������﮵��г�������ÿ���������Ԫ��������������˭�������ճ��졢���õ�������﮵�ػ��ռ�����˭����ȡ�ø���Ĺ��ڶ�����ػ����г��ݶ
�ھ��������ǡ������ǡ��в������ѡ�ֵ�������չ����Դ�����������ػ��������Ե㹤�������Ե����Ϊ���ģ����ܱ�������䡣�ᳫ����������ǿ����Դ�����ѺõĶ�Ԫ���Ͼɶ������ػ�������ģʽ��
����2019��8�µ��ѹ����Ķ������ػ��շ�������6717�������д����Ϊ��������4S�ꡣ2019��9��10�գ����Ų�����������Դ�����������ػ��շ������㽨�����Ӫָ�ϣ���������壩�����ƶ����շ����������滯��������չ��
2015��֮ǰ�����µ�ػ��յ���ҵ����20�ң�����ֹ��2018��3�£��ҹ�����ע��Ķ�����ػ�����ҵ�ӽ�300�ҡ����¶�����ػ��յ���ҵ�ּ����ڶ����غ����У�����ʡ��Ϊ�ܼ����Ͼɵ������������ҵ������չ���ڣ��ѽ����ڽ�����������ҵ��������12�ң��ѽ��ɹ�ģ����30��֣��滮�ڽ����ܳ���130��֡�
������Ҫ���չ��ռ�������
Ŀǰ�Ļ��ռ������棬��Ҫ�Ǵ�ͳұ����������Ҫ����������﮵�غ���Ԫ��صĻ����ϣ�����������˹�ܹ�˾��Toxco����������ͬ�ͺš���ͬ��ѧ����﮵�ء��乤��Ϊ�����ò����ڵ����µĴ��ԣ���Һ���У���198�棩���ϵ�ص��·��飬Ȼ�����Ⱥ����ᡢ�����������ܽ⣬�ֱ���ճ�̼��ﮡ��������������м����ԭ����������ͼ��ʾ���ù�������Һ�����飬�ܺĸߡ��豸���ӡ����̳����ɱ��ߡ����乤�����̿���Ҳ���Դ���������﮵�أ������γ�ӯ����
������Ҫ���չ��ռ�������
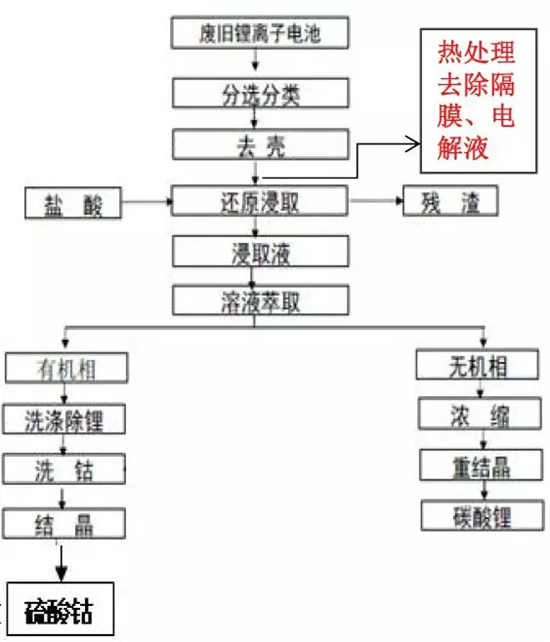
�ŵ㣺��ȡ�ܡ�����ﮡ��̵�ϡ����������ϸߣ���֤����Щ�����������»ص�������ء�
ȱ�㣺�����������ʵͣ��������ƣ���Ԫ��50%���£���ﮣ�30%���¡����ղ�ȡ���·��շ�����������Ĥ�����Һ�ڷ��չ����в������������γɶ�����Ⱦ��ʪ��������������ǿ�ᡢǿ�������ˮ�ȣ��紦��������������Ⱦ������ˮ�������ķ��ա�
(���α༭������)



�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
����ԴΪ������ᷢչע��ǿ������
2024-06-04 09:19 -
��������Դ�ƾ����棺����ӵ�ش����ƽ�����������ͳ�ʱ���ܵľ���
2024-06-03 10:31 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
���ܼ����ܣ�2040���ҹ�ȼ�ϵ�س������������ﵽ50%
2024-06-03 09:16 -
ǰ4�º���������������������ӿ죺��ҵ��������ƽ������1��
2024-05-31 18:56 -
�ձ����ս�ԣ�ק��Һ̬ ����ȫ��̬
2024-05-31 11:55 -
С��С�����ֵ����������ݡ��綯���г����ȥ�����
2024-05-30 20:12 -
��3000���Ƶ�ض���ǩ�ˣ�2024��ʮ���Ƶ綩�������Ӯ��������
2024-05-30 11:23 -
������������ŷ������ز�ҵ��ʱ����
2024-05-29 18:30
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

ר��


�������
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
����ԴΪ������ᷢչע��ǿ������
2024-06-04 09:19 -
��������Դ�ƾ����棺����ӵ�ش����ƽ�����������ͳ�ʱ���ܵľ���
2024-06-03 10:31 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
���ܼ����ܣ�2040���ҹ�ȼ�ϵ�س������������ﵽ50%
2024-06-03 09:16 -
ǰ4�º���������������������ӿ죺��ҵ��������ƽ������1��
2024-05-31 18:56 -
�ձ����ս�ԣ�ק��Һ̬ ����ȫ��̬
2024-05-31 11:55 -
С��С�����ֵ����������ݡ��綯���г����ȥ�����
2024-05-30 20:12
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�