

当前位置: 绿色智汇能源技术研究院 > 原创 >
锂电池极片辊压:四辊辊压机是否能代替二辊辊压机?
时间:2019-08-24 15:29来源:中国电池联盟 作者:龙阙
点击:
次

决定动力电池发展的,始终还是过硬的技术。
随着新能源汽车的高速发展,锂电池因比能量较高、循环寿命较长、无污染等优点,成为了新能源汽车的主要动力源。
但是,目前动力锂电池由于存在续航能力不足、一致性较差等问题,成为制约新能源动力汽车发展的技术难题。
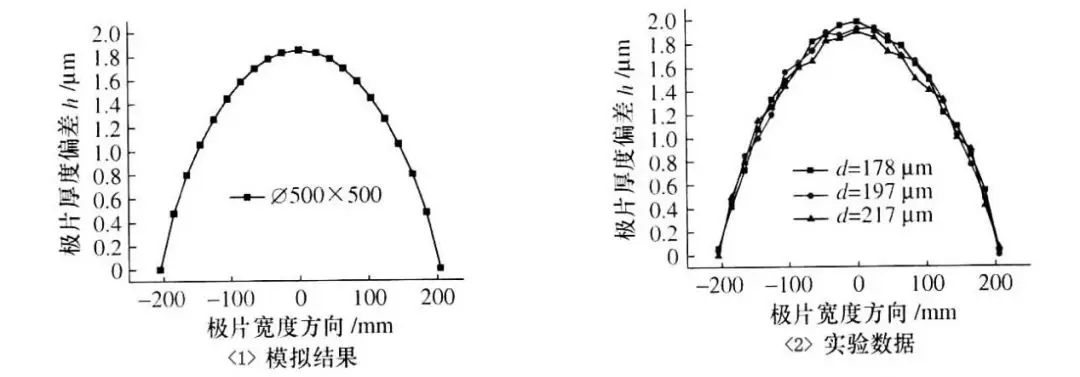
单体电池极片的厚度一致性,是衡量电池组性能,以及稳定性的重要质量标准,极片辊压精度要求为几微米,属于高精度辊压范畴,极片辊压技术是动力锂离子电池研制和生产的关键技术之一。
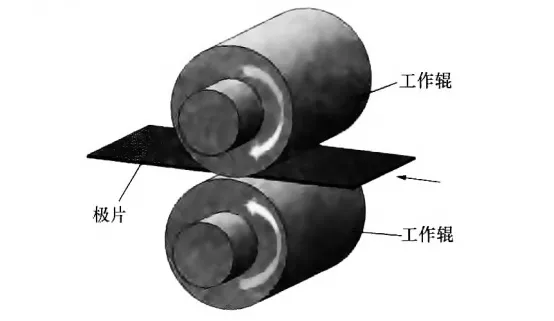
目前,国内外锂离子电池厂家均使用的是二辊辊压机辊压极片,主流机型辊径为500 mm,辊身长为500 mm-700 mm,但辊压出的极片沿宽度方向的厚度一致性较差。
为保证厚度一致性的精度,轧辊长度与直径比值往往较小,最终导致极片辊压宽度较窄。
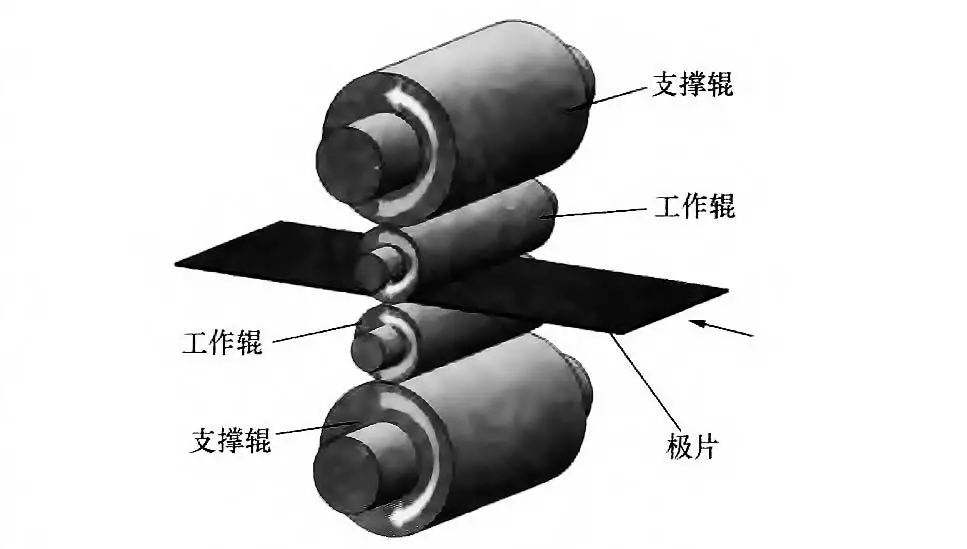
而在铜箔、铝箔等箔材制造领域,箔材绝大多数由四辊辊压机辊压制造,表面精度能达到几微米的同时,辊压宽度能达到1m以上。
当前还没有四辊辊压机在极片辊压中应用的先例,因此,对极片辊压工艺的深入研究是提高极片厚度一致性和生产效率的关键。
那么,四辊辊压机有没有代替二辊辊压机辊压极片的可行性?
一
二
三




免责声明:本文仅代表作者个人观点,与中国电池联盟无关。其原创性以及文中陈述文字和内容未经本网证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
凡本网注明 “来源:XXX(非中国电池联盟)”的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
如因作品内容、版权和其它问题需要同本网联系的,请在一周内进行,以便我们及时处理。
QQ:503204601
邮箱:cbcu@cbcu.com.cn
凡本网注明 “来源:XXX(非中国电池联盟)”的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
如因作品内容、版权和其它问题需要同本网联系的,请在一周内进行,以便我们及时处理。
QQ:503204601
邮箱:cbcu@cbcu.com.cn
猜你喜欢
-
浅谈:锂电池极片辊压工艺变形
2019-08-15 08:55
|
|
|

专题


相关新闻
-
浅谈:锂电池极片辊压工艺变形
2019-08-15 08:55
本月热点
-
2024锂电池行研报告
2024-05-24 18:59 -
多个锂电项目终止,重磅文件引导企业单纯扩大产能!
2024-05-15 19:12 -
小米入局电池制造,与宁德时代成立合资公司!
2024-05-20 19:05 -
携手多地政府,这家企业5月三大电池项目开工/签约!
2024-05-21 18:46 -
重磅!新能源突传三大利好!固态电池赛道即将爆发
2024-05-28 18:18 -
投资超25亿元!这家锂电企业拟在美国建设电池化学品项目
2024-05-22 19:20 -
又一10GWh项目开工,固态电池距离产业化还要多久?
2024-05-11 19:17 -
总投资115亿元!这一钠离子电池项目在四川达州启动建设
2024-05-29 18:47

 微信公众号
微信公众号